Anwendung von 5-Achsen-Bearbeitungszentrum der Bearbeitung von Holz Formenbau
Die jährliche Produktion der V-Gussteile eines Kunden beträgt mehr als 100.000 Tonnen, und die Gussformen sind allesamt Holzformen. Jedes Jahr werden etwa 60 Arten neuer Produkte entwickelt. Die Produkte sind hauptsächlich ausgewogen und schwer, und die Gussformen sind groß. Unser Unternehmen stellte das 5-Achs-Gestänge-Bearbeitungszentrum Master546 von Paolino Bacci aus Italien vor. Während des Formenbaus wurde die Konstruktion der Gussform mit Software wie Solidworks und Cimatron E ausgeführt und die Cimatron E-Software für die Programmierung verwendet. Die Bearbeitung von Formen mit Bearbeitungszentren spart viel Arbeitskosten, verringert die Arbeitsintensität und macht den Formenbau präziser und effizienter.
1. Kunden fünfachsige Verknüpfung Bearbeitungszentrum Hauptparameter
Das Bearbeitungszentrum hat eine Portalstruktur mit einer Tischgröße von 1600 × 1600 mm, einem X × Y × Z-Hub von 3000 × 2600 × 950 mm, einem A-Achsen-Neigungswinkel von ± 135 ° und einem C-Achsen-Drehwinkel von ± 200 °. Es verfügt über ein Magazin mit Scheibenrevolver, das 16 Werkzeuge aufnehmen kann, die alle automatisch gewechselt werden. Die Hauptmaschine verwendet das FANUC-Servosteuerungssystem.
2. Traditionelle Holzformherstellung
Das traditionelle Herstellungsverfahren für Holzformen basiert auf den Zeichnungen des Gießprozesses der Teile, der Bestimmung der Modellklassifizierung, der Modulstruktur, der Handzeichnung der Absteckzeichnung und der Herstellung und Montage der Blöcke. Unter ihnen ist das Lofting die Spezifizierung der Abmessungen der zweidimensionalen Zeichnungen der Teile, dh der Standard der Modulherstellung. Gleichzeitig ist es auch ein Schlüsselprozess bei der Konstruktion und Herstellung des Modells, der für den Formenbauer ein hohes technisches Niveau erfordert. Bei einigen komplizierten Teilen unterliegen die hergestellten Formen während des Formherstellungsprozesses aufgrund der unvollständigen Abmessungen der zweidimensionalen Zeichnungen und des unvollständigen Verständnisses der Zeichnungen durch die Formenhersteller unweigerlich ungenauen Abmessungen. Die meisten dieser Probleme können erst nach und nach im Modellherstellungsprozess überprüft werden, und einige können erst entdeckt werden, nachdem die Gussteile hergestellt wurden. Dies erhöht nicht nur die Arbeitsbelastung der Werkzeugentwicklung, verzögert die Entwicklung neuer Produkte, sondern hat auch Probleme wie eine geringe Werkzeuggenauigkeit.
3. fünf achsen bearbeitungszentrum anwendung prozess
3.1 Gussform dreidimensionale Gestaltung
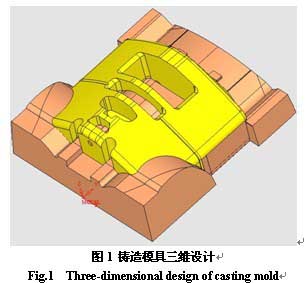
In dieser Phase wird das V-balancierte Hochleistungsproduktdesign im Allgemeinen unter Verwendung von 3D-CAD-Software ausgeführt. Geben Sie während des Konstruktionsprozesses der Gießform die 3D-Produktkarte des Kunden in die Solidworks-Software ein. Gemäß den Gießprozesszeichnungen des Produkts werden die Parameter wie Schrumpfen der Form und Entwurf des Entwurfs eingestellt und die dreidimensionale Zeichnung der oberen und unteren Form wird gezeichnet, wie in 1 gezeigt.
3.2 Verarbeitung und Nachbearbeitung
Unsere Firma verwendet die Programmiersoftware Cimatron E8.5. Cimatron E8.5 ist ein Produkt der israelischen Firma Cimatron. Die CNC-Bearbeitungstechnologie von Cimatron E ist seit jeher weltweit führend und gilt als eine der herausragendsten CNC-Programmiersoftware. Cimatron E8.5 unterstützt die Programmierung von 2,5 bis 5 Achsen.
Das Bearbeitungsprogramm gliedert sich in der Regel in folgende Schritte:
1) Nach den Merkmalen der Gießformen, vorläufige Entwicklung der Verarbeitungstechnik;
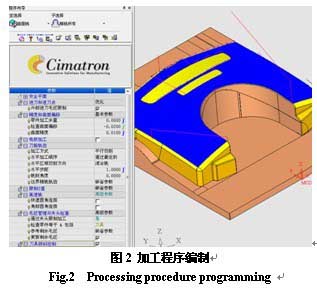
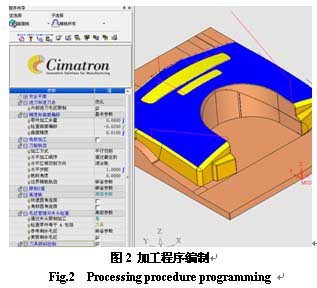
2》 Programmieren Sie entsprechend den verschiedenen Oberflächen der Form und wählen Sie das entsprechende Bearbeitungsprogramm aus. Wählen Sie das entsprechende Werkzeug, die Spindeldrehzahl, die Vorschubgeschwindigkeit, den Werkzeugweg und andere Bearbeitungsparameter aus, um den Werkzeugweg zu generieren. Wie in Abbildung 2 gezeigt;
3) Nachbearbeitung zur Generierung des NC-Programms
Das Nachbearbeitungsprogramm ist eine Kompilierungssoftware zwischen der von der Allzweck-Programmiersoftware für numerische Steuerungen erstellten Werkzeugbahn-Quelldatei und dem NC-Programm im ISO-Format, das vom speziellen Bearbeitungszentrum für numerische Steuerungen erkannt werden kann. Abbildung 3 zeigt den von Cimatron für unser Master546-Modell entwickelten Postprozessor.
3.3 Simulationsprüfung des Fünfachsen-Bearbeitungsprogramms
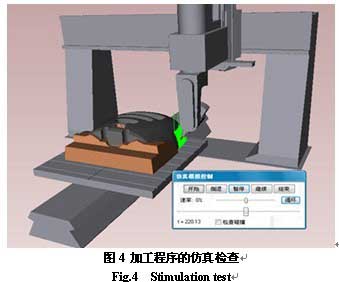
Italien Paolino Bacci entwickelte eine intelligente 3D-Solid-Machine-Simulationssoftware Pitagora. Eine genaue und realistische dynamische Simulation des Bewegungsprozesses des 5-Achs-CNC-Bearbeitungszentrums kann direkt in den ISO-Code eingelesen werden, der durch die Cimatron E-Nachbearbeitung generiert wird. Es kann eine dynamische Zoomdrehung, eine Überprüfung der Bearbeitung über den Hub, eine Kollisionsüberprüfung der Interferenzen, eine Anpassung der sich schnell bewegenden Spur des Werkzeugkopfs und eine Berechnung der Bearbeitungszeit durchführen, wie in Abbildung 4 dargestellt. Pitagora gewährleistet die Genauigkeit und Sicherheit der von Cimatron E programmierten Programme und ist sehr praktisch.
3.4 Fünfachsige Herstellung von Formrohlingen
Gemäß den Zeichnungen des Gießprozesses kann ein Formrohling mit einem geeigneten Rand hergestellt werden, ohne die detaillierten Abmessungen zu berücksichtigen, was die Arbeitsbelastung des Formherstellers verringert.
3.5 Verarbeitungsmodell
Wie in Abbildung 5 gezeigt. Der Modellrohling wird mit einem speziellen Presswerkzeug auf dem Tisch des Bearbeitungszentrums fixiert, und die Beziehung zwischen dem Werkstückkoordinatensystem und dem Bearbeitungskoordinatensystem wird durch Einstellen hergestellt.
Das NC-Programm wird in das Bearbeitungszentrum eingegeben, und die Umwandlung des Codierers wird realisiert, um die Verknüpfung der jeweiligen Fräserachsen des Bearbeitungszentrums zu realisieren, wodurch die Modellbearbeitung abgeschlossen wird. Da die Form nicht einfach zu entnehmen ist, muss der Live-Block ausgeführt werden, der Live-Block kann direkt am Modell bearbeitet werden.

4. Fazit
Durch den Einsatz des 5-Achs-Gestängebearbeitungszentrums werden Personalkosten eingespart und der Entwicklungszyklus der V-Methode verkürzt. Darüber hinaus ist es möglich, hochpräzise gekrümmte Oberflächen herzustellen, um hochpräzise Modelle herzustellen, und hochpräzise Gussteile herzustellen. Mit der Erhöhung der Arbeitskosten und der Verbesserung der Präzision der Holzform wird die Anwendung eines fünfachsigen Gestängebearbeitungszentrums zur Herstellung der V-Holzform zum Entwicklungstrend der Gießereiformenindustrie.
1. Kunden fünfachsige Verknüpfung Bearbeitungszentrum Hauptparameter
Das Bearbeitungszentrum hat eine Portalstruktur mit einer Tischgröße von 1600 × 1600 mm, einem X × Y × Z-Hub von 3000 × 2600 × 950 mm, einem A-Achsen-Neigungswinkel von ± 135 ° und einem C-Achsen-Drehwinkel von ± 200 °. Es verfügt über ein Magazin mit Scheibenrevolver, das 16 Werkzeuge aufnehmen kann, die alle automatisch gewechselt werden. Die Hauptmaschine verwendet das FANUC-Servosteuerungssystem.
2. Traditionelle Holzformherstellung
Das traditionelle Herstellungsverfahren für Holzformen basiert auf den Zeichnungen des Gießprozesses der Teile, der Bestimmung der Modellklassifizierung, der Modulstruktur, der Handzeichnung der Absteckzeichnung und der Herstellung und Montage der Blöcke. Unter ihnen ist das Lofting die Spezifizierung der Abmessungen der zweidimensionalen Zeichnungen der Teile, dh der Standard der Modulherstellung. Gleichzeitig ist es auch ein Schlüsselprozess bei der Konstruktion und Herstellung des Modells, der für den Formenbauer ein hohes technisches Niveau erfordert. Bei einigen komplizierten Teilen unterliegen die hergestellten Formen während des Formherstellungsprozesses aufgrund der unvollständigen Abmessungen der zweidimensionalen Zeichnungen und des unvollständigen Verständnisses der Zeichnungen durch die Formenhersteller unweigerlich ungenauen Abmessungen. Die meisten dieser Probleme können erst nach und nach im Modellherstellungsprozess überprüft werden, und einige können erst entdeckt werden, nachdem die Gussteile hergestellt wurden. Dies erhöht nicht nur die Arbeitsbelastung der Werkzeugentwicklung, verzögert die Entwicklung neuer Produkte, sondern hat auch Probleme wie eine geringe Werkzeuggenauigkeit.
3. fünf achsen bearbeitungszentrum anwendung prozess
3.1 Gussform dreidimensionale Gestaltung
In dieser Phase wird das V-balancierte Hochleistungsproduktdesign im Allgemeinen unter Verwendung von 3D-CAD-Software ausgeführt. Geben Sie während des Konstruktionsprozesses der Gießform die 3D-Produktkarte des Kunden in die Solidworks-Software ein. Gemäß den Gießprozesszeichnungen des Produkts werden die Parameter wie Schrumpfen der Form und Entwurf des Entwurfs eingestellt und die dreidimensionale Zeichnung der oberen und unteren Form wird gezeichnet, wie in 1 gezeigt.
3.2 Verarbeitung und Nachbearbeitung
Unsere Firma verwendet die Programmiersoftware Cimatron E8.5. Cimatron E8.5 ist ein Produkt der israelischen Firma Cimatron. Die CNC-Bearbeitungstechnologie von Cimatron E ist seit jeher weltweit führend und gilt als eine der herausragendsten CNC-Programmiersoftware. Cimatron E8.5 unterstützt die Programmierung von 2,5 bis 5 Achsen.
Das Bearbeitungsprogramm gliedert sich in der Regel in folgende Schritte:
1) Nach den Merkmalen der Gießformen, vorläufige Entwicklung der Verarbeitungstechnik;
2》 Programmieren Sie entsprechend den verschiedenen Oberflächen der Form und wählen Sie das entsprechende Bearbeitungsprogramm aus. Wählen Sie das entsprechende Werkzeug, die Spindeldrehzahl, die Vorschubgeschwindigkeit, den Werkzeugweg und andere Bearbeitungsparameter aus, um den Werkzeugweg zu generieren. Wie in Abbildung 2 gezeigt;
3) Nachbearbeitung zur Generierung des NC-Programms
Das Nachbearbeitungsprogramm ist eine Kompilierungssoftware zwischen der von der Allzweck-Programmiersoftware für numerische Steuerungen erstellten Werkzeugbahn-Quelldatei und dem NC-Programm im ISO-Format, das vom speziellen Bearbeitungszentrum für numerische Steuerungen erkannt werden kann. Abbildung 3 zeigt den von Cimatron für unser Master546-Modell entwickelten Postprozessor.
3.3 Simulationsprüfung des Fünfachsen-Bearbeitungsprogramms
Italien Paolino Bacci entwickelte eine intelligente 3D-Solid-Machine-Simulationssoftware Pitagora. Eine genaue und realistische dynamische Simulation des Bewegungsprozesses des 5-Achs-CNC-Bearbeitungszentrums kann direkt in den ISO-Code eingelesen werden, der durch die Cimatron E-Nachbearbeitung generiert wird. Es kann eine dynamische Zoomdrehung, eine Überprüfung der Bearbeitung über den Hub, eine Kollisionsüberprüfung der Interferenzen, eine Anpassung der sich schnell bewegenden Spur des Werkzeugkopfs und eine Berechnung der Bearbeitungszeit durchführen, wie in Abbildung 4 dargestellt. Pitagora gewährleistet die Genauigkeit und Sicherheit der von Cimatron E programmierten Programme und ist sehr praktisch.
3.4 Fünfachsige Herstellung von Formrohlingen
Gemäß den Zeichnungen des Gießprozesses kann ein Formrohling mit einem geeigneten Rand hergestellt werden, ohne die detaillierten Abmessungen zu berücksichtigen, was die Arbeitsbelastung des Formherstellers verringert.
3.5 Verarbeitungsmodell
Wie in Abbildung 5 gezeigt. Der Modellrohling wird mit einem speziellen Presswerkzeug auf dem Tisch des Bearbeitungszentrums fixiert, und die Beziehung zwischen dem Werkstückkoordinatensystem und dem Bearbeitungskoordinatensystem wird durch Einstellen hergestellt.
Das NC-Programm wird in das Bearbeitungszentrum eingegeben, und die Umwandlung des Codierers wird realisiert, um die Verknüpfung der jeweiligen Fräserachsen des Bearbeitungszentrums zu realisieren, wodurch die Modellbearbeitung abgeschlossen wird. Da die Form nicht einfach zu entnehmen ist, muss der Live-Block ausgeführt werden, der Live-Block kann direkt am Modell bearbeitet werden.
4. Fazit
Durch den Einsatz des 5-Achs-Gestängebearbeitungszentrums werden Personalkosten eingespart und der Entwicklungszyklus der V-Methode verkürzt. Darüber hinaus ist es möglich, hochpräzise gekrümmte Oberflächen herzustellen, um hochpräzise Modelle herzustellen, und hochpräzise Gussteile herzustellen. Mit der Erhöhung der Arbeitskosten und der Verbesserung der Präzision der Holzform wird die Anwendung eines fünfachsigen Gestängebearbeitungszentrums zur Herstellung der V-Holzform zum Entwicklungstrend der Gießereiformenindustrie.




